


铝焊调试案例分享
铝焊调试案例
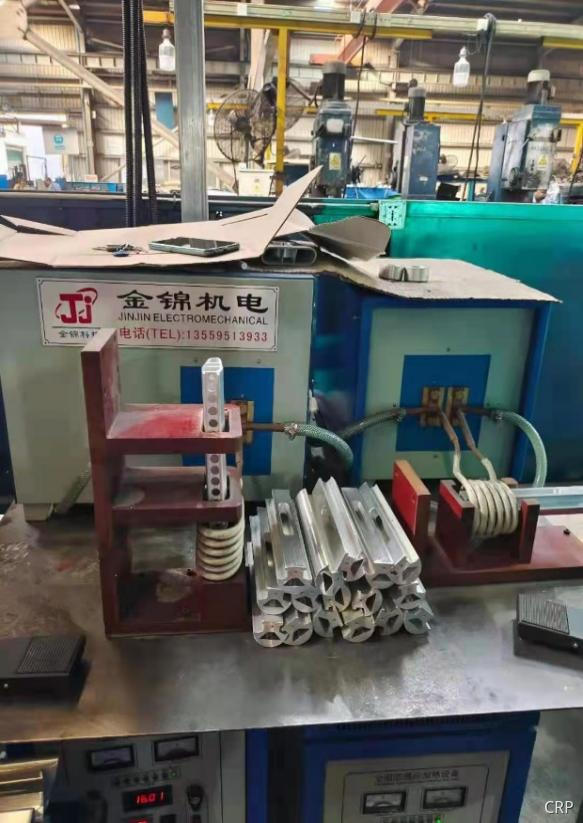
工件名称:动感单车支架
所属行业:健身器材
焊接场景:
该项目使用1410焊接机器人+水平翻转变位机,配洛驰铝焊机,材料使用5356铝镁焊丝,焊丝直径1.2,焊接模式用单脉冲和普通双脉冲功能搭配使用。
工件材料是铝合金,拼接的一端工件板厚5mm以上,另一端20mm以上
红色箭头标注俩个位置焊道较短,作为第一、二道使用单脉冲焊接强度更佳。
黄色箭头标注正反面焊缝作为第三、四道使用双脉冲焊接,要求焊道美观,鱼鳞纹路清晰,要跟旁边安川福尼斯效果差不多,熔深要达到客户的强度测试要求。由于工件太厚,冷板起弧外观熔深效果比较差,客户配有高频加热器(设置电流电压,再选择加热时长,现场加热时间是10s),先将工件加热后再焊接。-

调试:
前期过去现场调试一开始出现的问题是收尾太高,铁水容易往下面流,焊接效果也不稳定,原因是收弧时间太长,收弧电流太小压不下去,以及变位机角度比较倾斜造成铁水容易往后面流。点位,焊枪姿态也有影响。
后面尝试取消收弧时间和电流衰减,综合调整后的焊缝外观无限接近于旁边安川配福尼斯CMT焊的同款工件效果。

后面撤离现场后反馈试生产时焊接效果很差,焊道发黑,成型很差,远程沟通未找到原因再次前往现场排查。结果发现原因是导电嘴歪了,可以明显看到保护套偏心,这种情况会造成送气不均匀,也没有起到气体保护的作用。现场处理办法是用钳子重新把导电嘴位置纠正回来。导电嘴歪掉的具体原因未知,可能是现场人员更换导电嘴时用力过猛导致。

在现场还有一款工件,技术比较难搞定,也帮他们调试了一下,第二款工件外型其实和第一款差不多,但是要更厚一些,焊接方法也是一二道用单脉冲,三四道焊缝用双脉冲,焊接效果达不到要求的原因主要是三四道焊到后半段的时候虚边了,以及收尾的搭接部分不稳定。虚边的原因是焊到后面时热输入量太大,塌下去了,解决办法是后半段增加一个job分段参数,从最开始的起弧电流开始逐渐递减焊接电流。收尾不稳定影响因素较多,点位,变位机角度,收弧参数,枪姿,以及第一道单脉冲焊接都有关系。如果第一道单脉冲焊接电流过大的话,焊道压的就比较低一些,导致后面三四道收尾时容易盖了过去,看起来就比较高,第一道焊道不够长的话又容易搭接不上,也不美观。

最终稳定焊接效果(客户比较满意,评价总体试生产效果可以达到福尼斯的百分之八十以上):

总结:
铝焊和普通气保焊相比,要注意的细节比较多,气体,焊丝材料,点位,枪姿,变位机角度,导电嘴,焊接参数等都会对焊接效果造成影响。
注意事项:
发现导电嘴有破口的时候,及时更换导电嘴,尤其是在大电流脉冲模式下焊接导电嘴损耗更快。
更换焊丝的时候,把焊丝的尖端用砂纸打磨圆滑,否则送焊丝进去到焊枪那一截的时候,容易戳到送丝软管,卡在那里。
定期清理送丝轮上的铁屑粉末,粉末较多的时候容易带入到焊枪那一截,时间久了会影响送气保护,从而影响焊接效果。

定期更换焊枪里的送丝软管

定期清理焊枪里面的铁屑粉末,送丝机下面有根封住的气管,打开往里面吹气可清理,吹气前需要把导电嘴、导电嘴座和分流环拆开。

图片收集:


福尼斯收尾效果
福尼斯效果


洛驰焊机效果
洛驰焊机收尾效果





