激光切割现场调试案例分享
激光切割现场调试小结
1情况介绍:客户为汽车配件配套厂家,用我们的RH1820机器人,倒挂安装,配置光纤激光,切割直径25mm,17mm,15mm的小圆孔,这些小圆孔为后续其他下游企业的安装孔,对圆孔精度要求较高,孔内尺寸精度需控制在0.2mm以内,圆度光滑顺畅
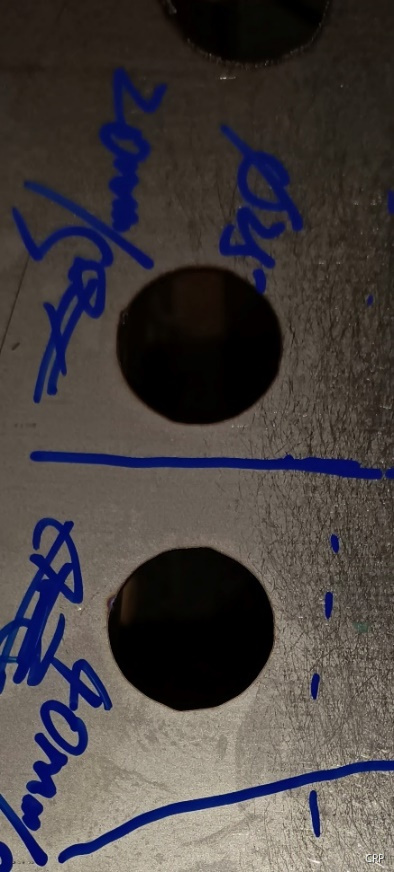
1现场切割平面直径为25mm小圆,速度从40mm/s,20mm/s 到16mm/s,14mm/s,切出来的园有凹凸不平感觉,不顺滑,说明机器的同步性差些,参见下图:
直径25mm
1想方设法:尝试去掉速度前馈比例系数,调整速度环比例增益,速度环积分增益,效果不明显
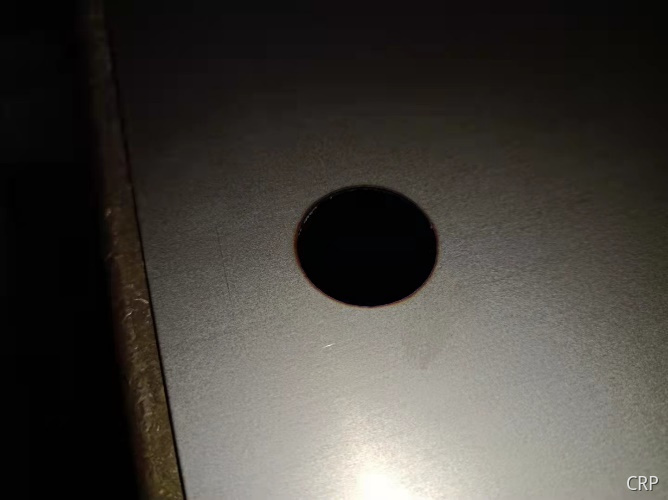
2升级固件:10月中旬,第二次到现场,升级从公司改进的固件,效果改善不小,以下是升级后切割图片:
直径25mm,切割速度:16mm/s
直径17mm,切割速度:16mm/s
直径15mm,切割速度:16mm/s
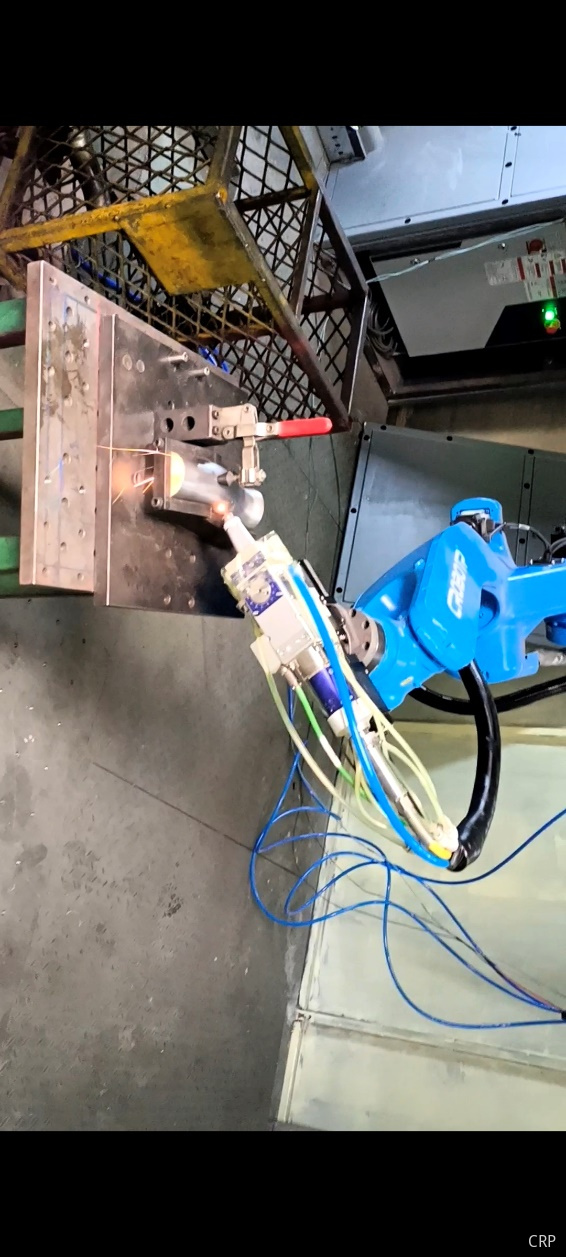
1切割现场
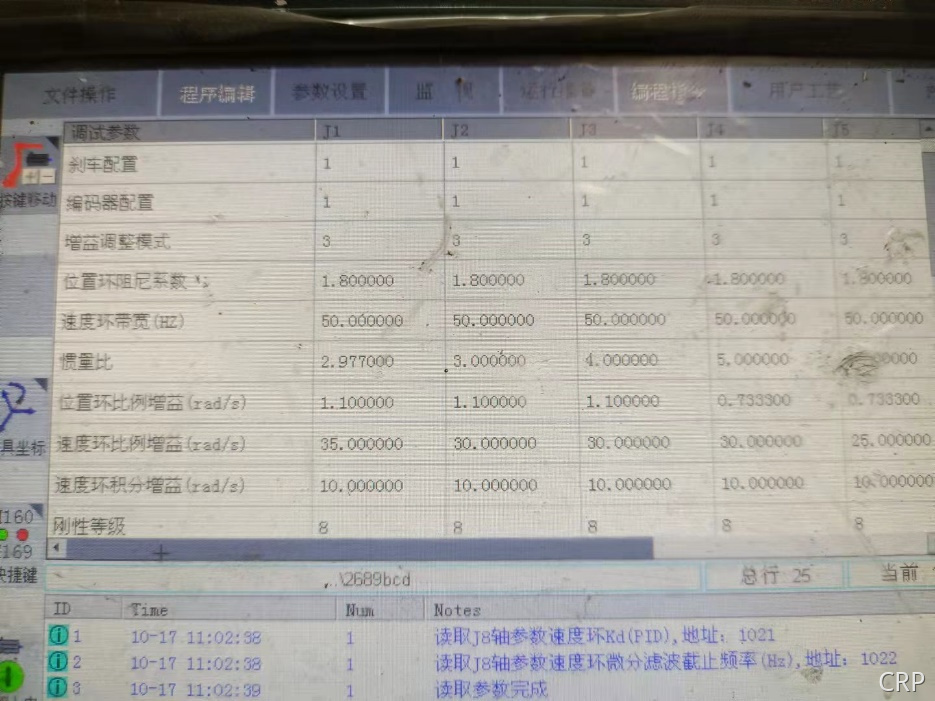
1参数优化:常用参数中速度环比例增益对同步性改善影响较大,调的越大,同步性越好,圆度越圆,太大会导致电机啸叫,目前1至6轴都调到合适状态,分别为 35 30 30 30 25 25
1客户认可:
1努力方向:以下是国外其他友商切割效果,直径5mm圆孔