


激光熔覆焊案例分享
激光熔覆焊
关于激光熔覆焊,目前机器人配置为:CRP-RW18-20的机器本体,使用弧焊板的G4电柜(带隔离模块)。激光器使用的是上海光惠的,配备一台水冷系统和一台送粉机。
从客户描述来看,客户配置的机器人不做固定,作为一台可移动的设备来使用。激光器通过模拟量控制,用的电压控制。
激光发射器

激光头

水冷系统

送粉机

配备了两个气瓶:一个氧气瓶,一个氮气瓶,使用了保护气体。
焊缝图片



视频
程序要求:熔覆焊过程中要求不断弧,平面均匀。
解决方式:示教一个U型轨迹,整体再进行偏移。
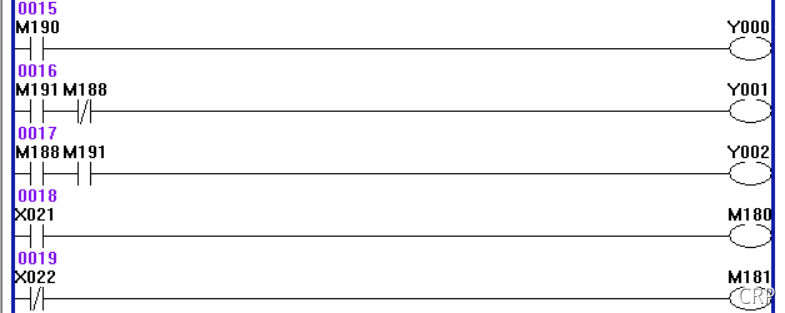
添加plc段:
程序示例:
MOVL VL=100.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE过渡点
WHILE GI#(0)<GI#(1) 0 N2 判断前一个GI代表实时次数,后一个GI代表设定值
OFFSETSTART OP#(1) 0 N3 偏移开始使用OP1的偏移量
MOVL VL=100.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE起弧点
DOUT M#(191)=ON N5 打开M191送粉
DOUT M#(190)=ON N6 M190打开激光
ARCSTART#(0) 0 100.00 N7 焊接开始
MOVL VL=15.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE=焊接点
MOVL VL=15.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE=焊接点
MOVL VL=15.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE=焊接点
OFFSETEND N12 偏移结束
ADD OP#1(2) OP#2(2) 0 0 0 0 N13 加法运算,OP带着方向。OP1代表此偏移量
INC GI#(0) N14 加一运算,GI是实时次数
ENDWHILE 0 N15 结束判断
SUB OP#1(2) OP#1(2) 0 0 0 0 N16 减法运算,让此OP归零
SUB GI#(0) GI#(0) 0 0 0 0 N17 减法运算,让此GI归零
DOUT M#(190)=OFF N18 M190关闭
DOUT M#(191)=OFF N19 M191关闭
ARCEND#(0) N20 焊接结束
MOVL VL=100.0 PL=9 ACC=0.0 DEC=0 TOOL=1 BASE过渡点





