


重工项目调试案例分享
重工项目调试报告
一、客户前端系统
激光切板机
二、项目设备及功能配置
机器人系统配置
客户工装图片
工艺介绍
三、焊接工艺收集
现场工件图
焊后图片及详细焊接工艺
一、客户前端系统
1-1)激光切板机 | |
| |
| |


小结:此次主要为其解决焊接工艺难点,顺便了解其生产流程,此客户为当地县城实力相当雄厚的企业,主要做大型选煤机及环保设备,是第一次用卡诺普机器人,对机器人自动化焊接了解有限,现场负责人对数控激光切割机床相当了解,上图为客户切割机床使用。
客户半自动化设备明细:
设备 | 数量 |
激光切板机 | 3台左右 |
机器人焊接设备 | 1台 |
数控机床 | 2台左右 |
项目设备及功能配置
2-1)机器人系统配置: | 机器人型号:1台CRP-14-10,控制柜型号:G4 控制柜(7轴)。 |
| |
| |
2-1)机器人系统配置: | 焊枪型号:阿波罗水冷焊枪。 |
| |



2-1)机器人系统配置: | 焊机型号:麦格米特ehave cm500(模拟量通讯)。 | ||
| |||
2-1)机器人系统配置: | 客户自己做的工件放置工装 | ||
| |||


2-2)机器人系统配置: | 客户自己做的工件放置工装 |
| |

2-3)现场主要功能应用: | 寻位直流摆弧焊接。 |
小结:现场设备配置。
机器人型号: | CRP-14-10。 |
控制柜: | G4 7轴控制柜。 |
焊枪: | 阿波罗水冷焊枪。 |
请抢站: | 无 |
焊机: | Ehavecm500焊机。 |
水箱 | Ct-10水箱 |
地轨 | 18米长机器人移动装置 |
。
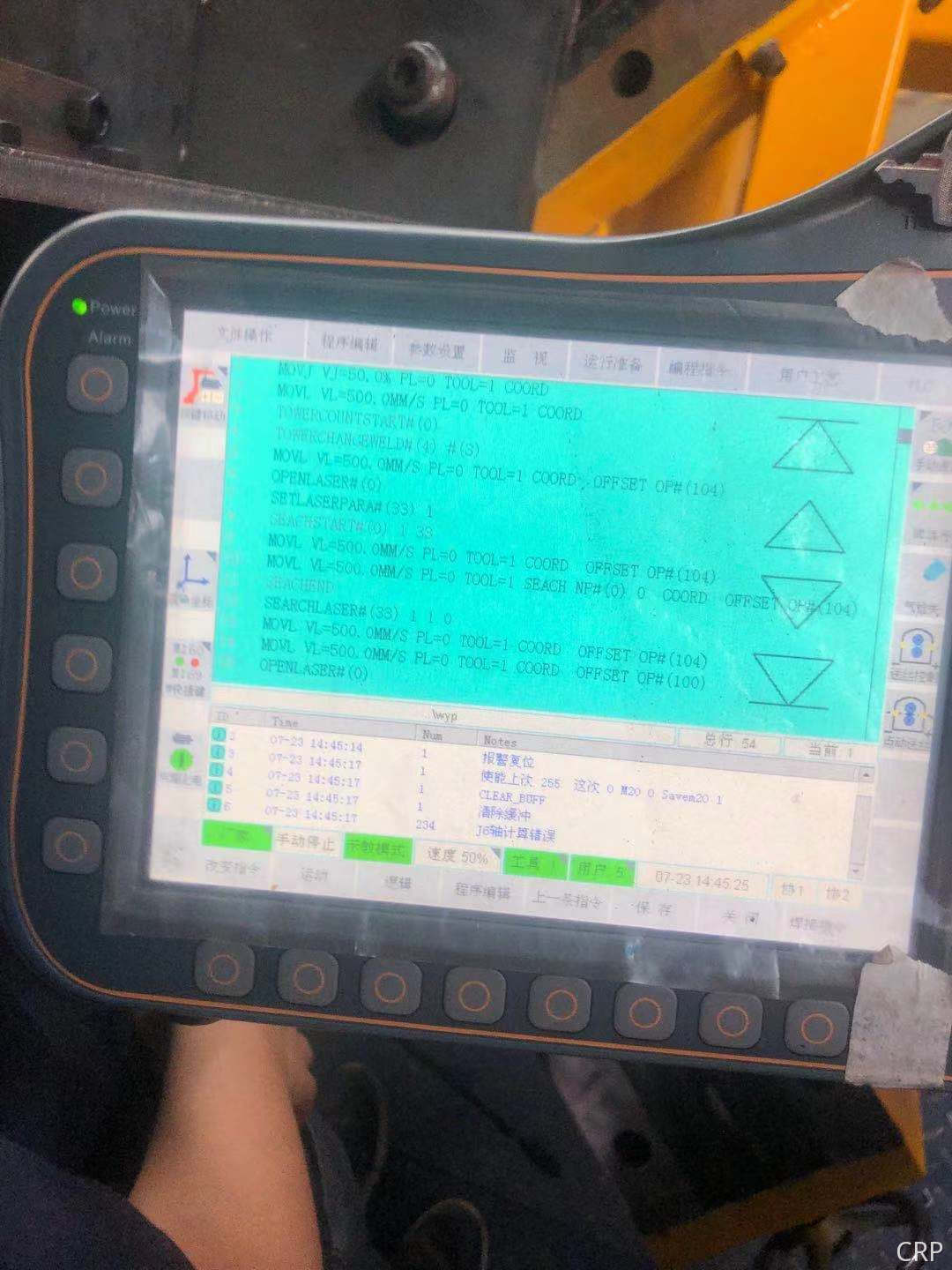
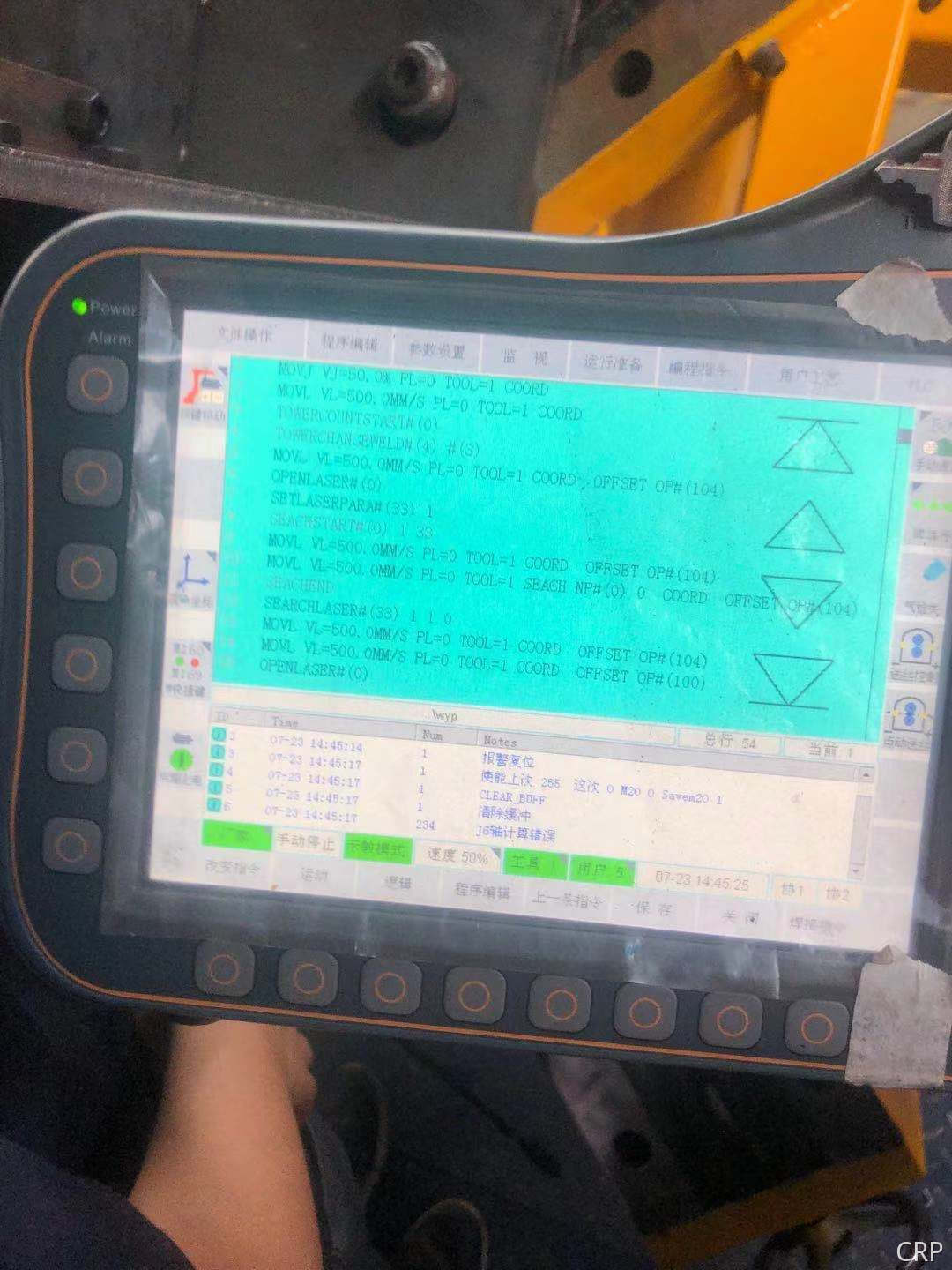
此项目非常具有工艺难点,首先,客户由于想提高焊接效率而使想使用激光寻位方式,但是激光对于此件由于有干涉及组队间隙不一致,技术人员到现场后用激光打点无功而返,技术人员提出用焊丝寻位方式来解决工件偏差问题,但苦于现场焊枪线缆没有夹丝,于是只能加大调试强度,采用斜45度寻位方式来最大限度避免焊机直接撞到工件而缩回去造成误差的几率。跟客户讲明白利害关系后客户同意。
以下附一开始准备采用激光寻位图
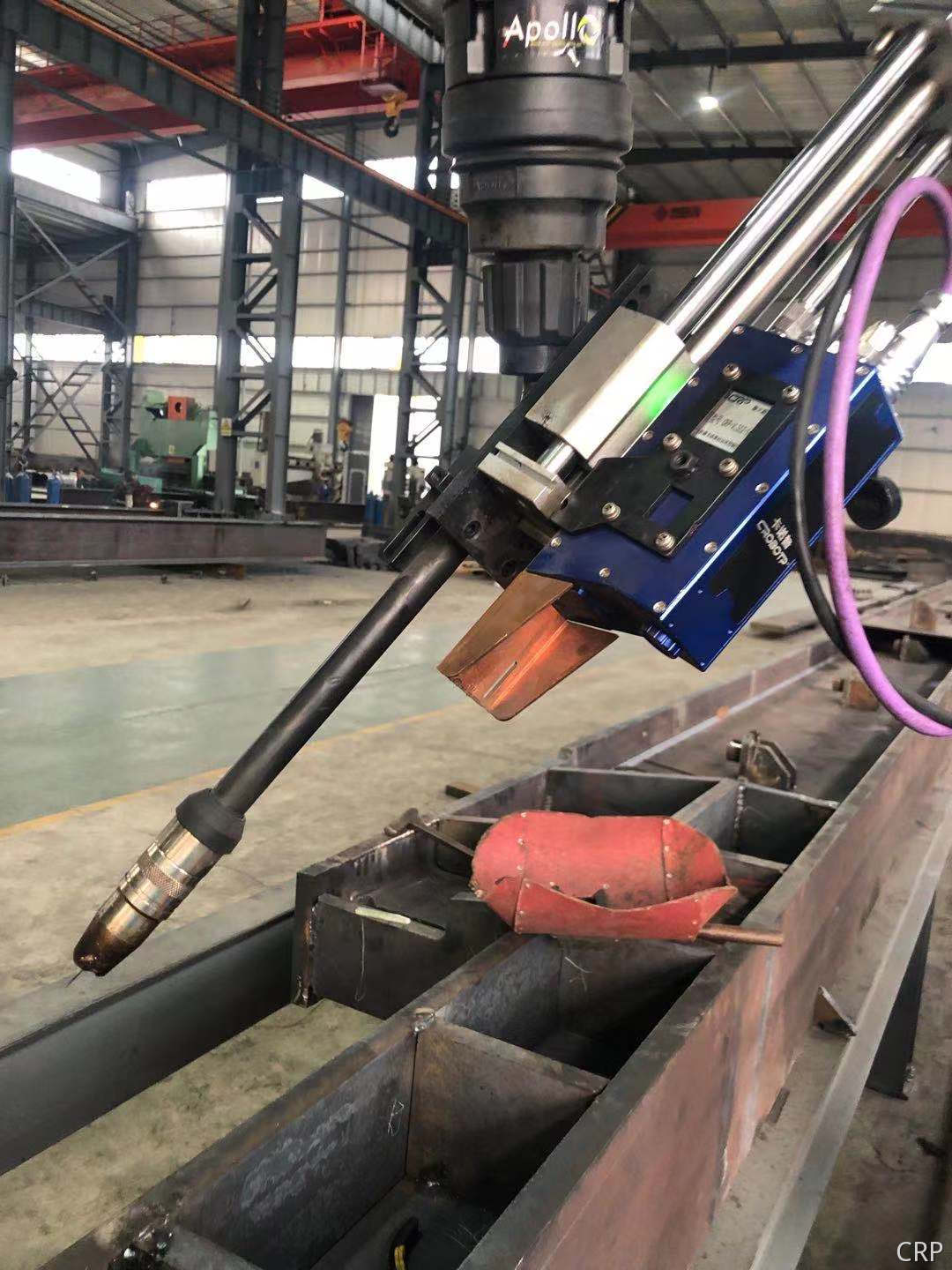
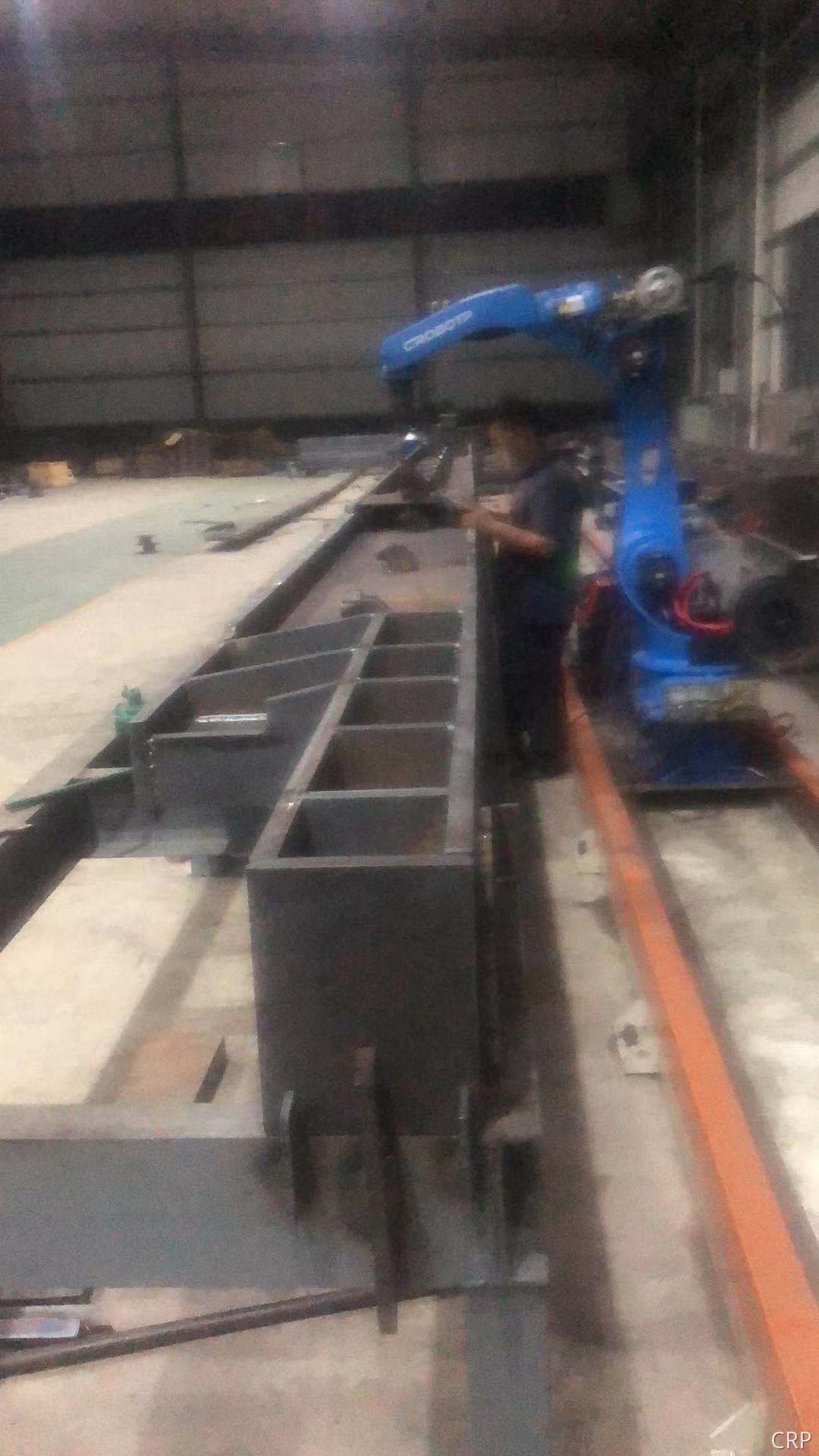
由于客户工件为16米大型选煤机钢结构支撑梁,所以以下只放局部照片作为参考
焊接工艺收集
3-1)客户工件未焊接图 | 钢结构支撑梁 |
| |
| |


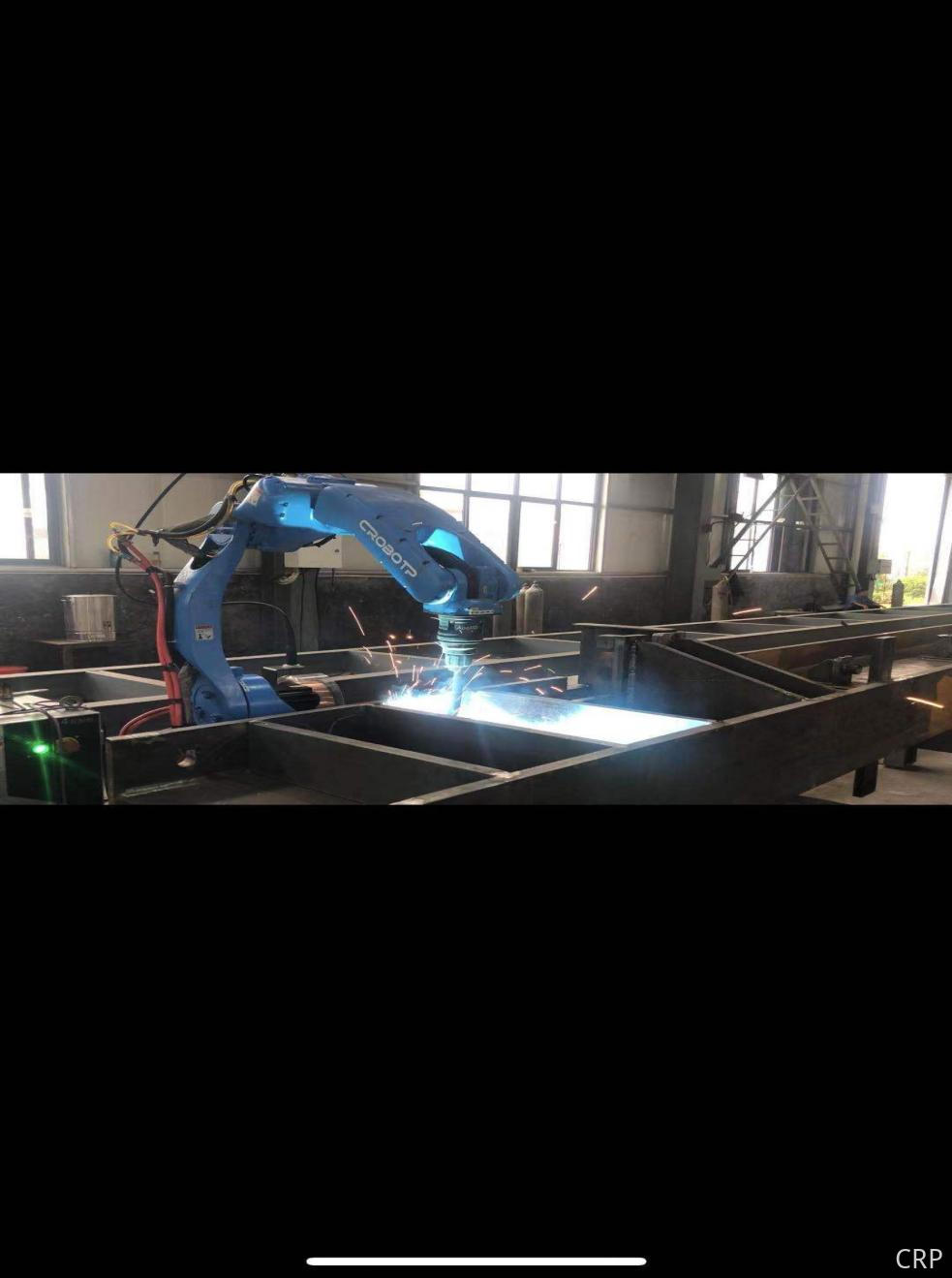
3-2)焊接时图片及焊后焊缝成型:要求焊角12mm,焊缝表面平整光滑,焊缝内部无缺陷 | ||||||
| ||||||
焊接模式:平角焊直流 | ||||||
电流: | 260A | 起弧电流: | 270A | 收弧电流: | 220A | |
电压: | 24V | 起弧电压: | 26V | 收弧电压: | 22V | |
速度: | 2.6mm/s | 起弧时间: | 0.5S | 收弧时间: | 2S | |
提前送气: | 0.2S | 滞后送气: | 0.2S | 摆幅及频率: | 1.6hz/2.6mm | |

3-3)焊接时图片及焊后焊缝成型:要求焊角12mm,焊缝表面平整光滑,焊缝内部无缺陷 | ||||||||||||
| ||||||||||||
焊接模式:立向下直流焊接 | ||||||||||||
电流: | 200A | 起弧电流: | 180A | 收弧电流: | 150A | |||||||
电压: | 18V | 起弧电压: | 18V | 收弧电压: | 15V | |||||||
速度: | 6mm/s | 起弧时间: | 0.2S | 收弧时间: | 0S | |||||||
提前送气: | 0.2S | 滞后送气: | 0S | 摆幅及频率:1.4hz/7.2mm | ||||||||

3-4)焊接时图片及焊后焊缝成型:要求焊角12mm,焊缝表面平整光滑,焊缝内部无缺陷 |
|
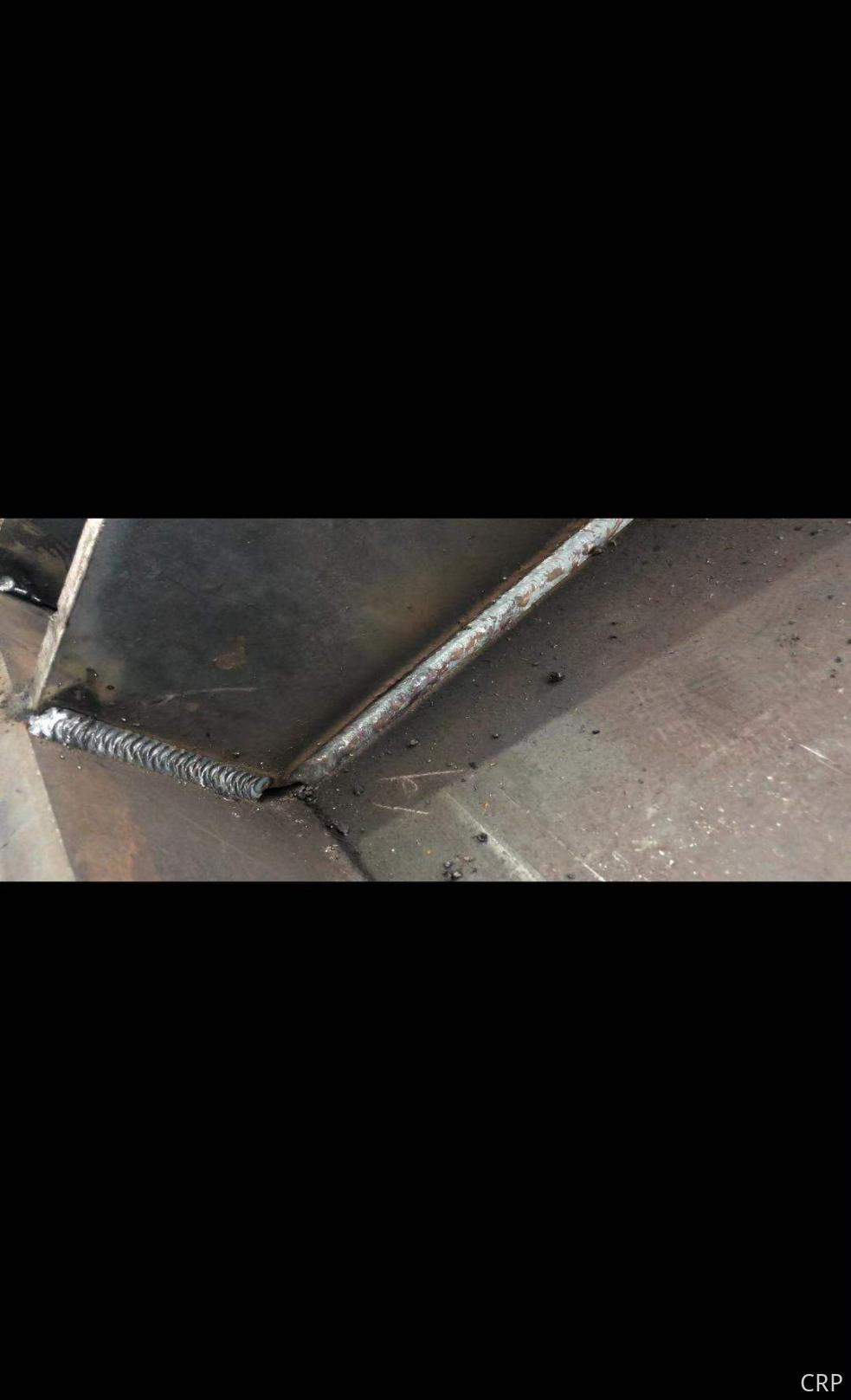
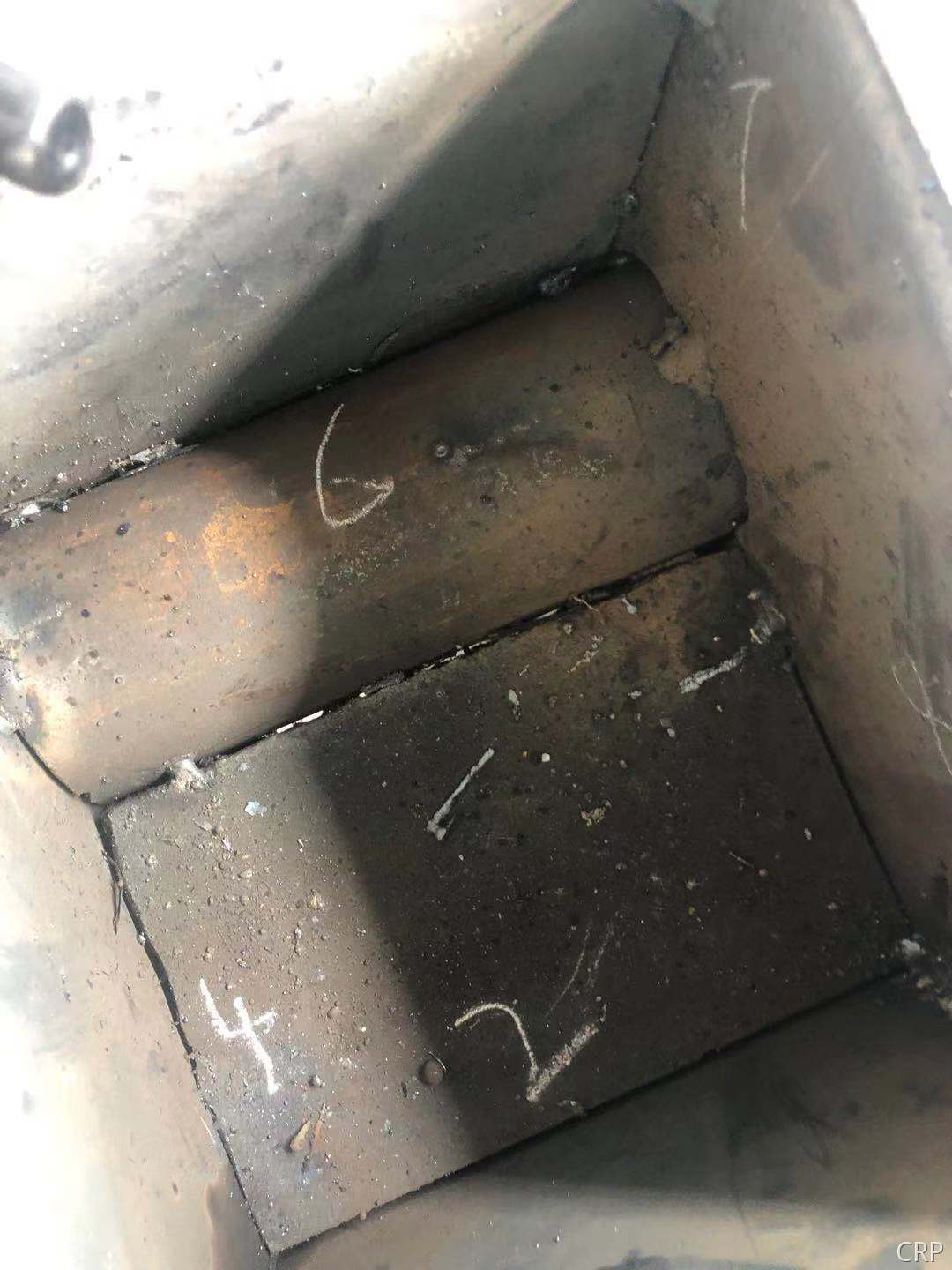
小结: 此工件调试工艺较为有难度,焊缝形式大体可分为两种类型:角焊缝及立焊缝,角焊缝难点在于需要在狭小的空间内及时转变枪姿态,而且在转换枪姿态时必须完美的对每个点精准定位和参数的完美配合才能保证焊缝一致性,由于现场焊工大概在20人左右,在休息时焊工会成群结队来观看调试焊缝成型与自己焊出的产品做比较,尤其是立焊缝,立焊缝对组队间隙要求比较高,但是现场立焊缝组队间隙最大达到了4mm,这就需要对焊接参数精准控制才能保证焊缝一致性在12mm,同时也得考虑在没有夹丝的情况下保证点位不偏,最终卡诺普通过试验对焊接电流保持在200A,同时调节电压及摆幅频率跟焊接速度达到客户要求,客户焊接主管及焊接工人对焊缝成型很满意。

此图为7个小格子,每个格子4道立焊缝4道角焊缝,一共56道焊缝全部需要人工手动示教编程,如果有平移或镜像功能可大大提高调试人员变成效率
示教器快捷键及按键改进
在长时间连续编程情况下希望我们示教器能增加快捷键及按键软化,长时间编程太累
3.寻位op赋值在点位上点位的改变方式
在寻位点改点过程中可以做的不用太繁琐,可以在需要该点时出现一个提示,是否需要带着寻位偏移量来改点,如果是就把寻位的偏移量带着来该点位,如果选择不是就直接改点不管偏移量





